一、零件的互换性
精密零部件加工厂家介绍,机器经长期生产运转,某些零件必然会磨损、变形而报废,换用新的零件。这些零件称为配件或备件。配件或备件不经修配或选择,装在机器上就能运转,称为具有互换性。
为了实现互换性,在制造零件时,要把零件的尺寸、几何形状等都做得一致。所谓一致,并不是要求做得分毫不差(这样做既不经济,也不可能),只要把零件的尺寸、几何形状等控制在一个允许的范围内,使得零件和其他零件结合后具有同样的结合性能就行。这个被允许的误差范围,也就是形位公差。
二、精密零部件加工质量用加工精度来表示:
1、几何形状精度
几何形状精度是指组成零件的各表面或轴线等几何形状的准确程度,如线是否直、面是否平、圆柱上各正截面是否圆等。其允许变动范围以形位公差来表示,形位公差数字越小,则形状精度越高。
2、尺寸精度
精密零部件加工厂家分析,尺寸精度是指零件加工后尺寸的精确程度,以尺寸公差来表示。零件的尺寸相同时,精度越高,公差数字越小。
3、位置精度
精密零部件加工厂家介绍,位置精度是指组成零件的各表面之间相互位置的准确程度,如两平面是否平行、是否垂直、两轴线是否同轴等,以位置公差来表示。
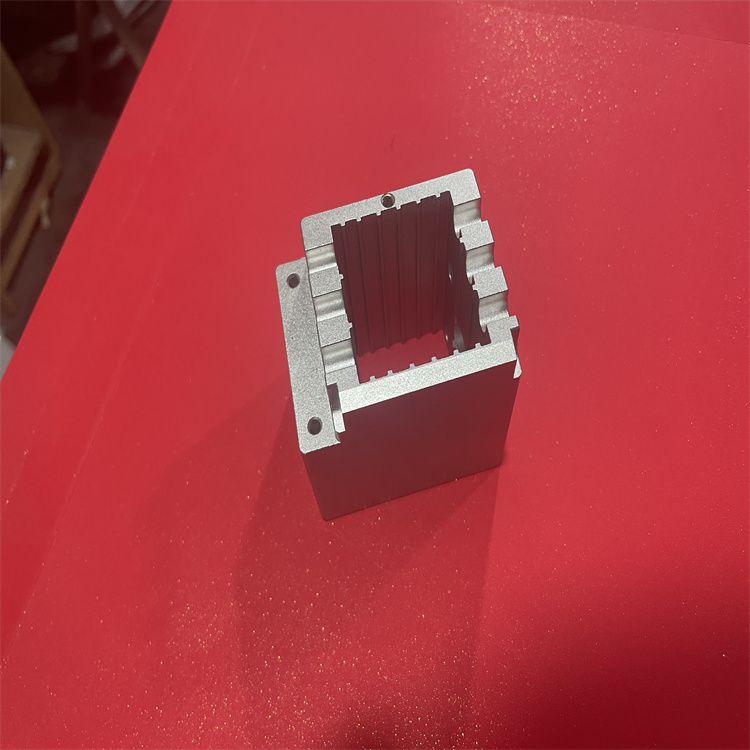
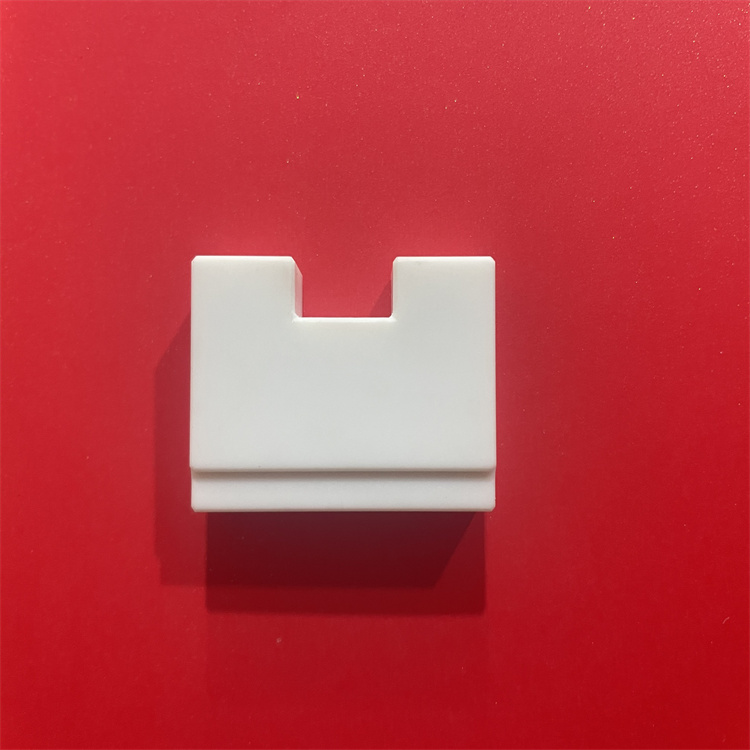
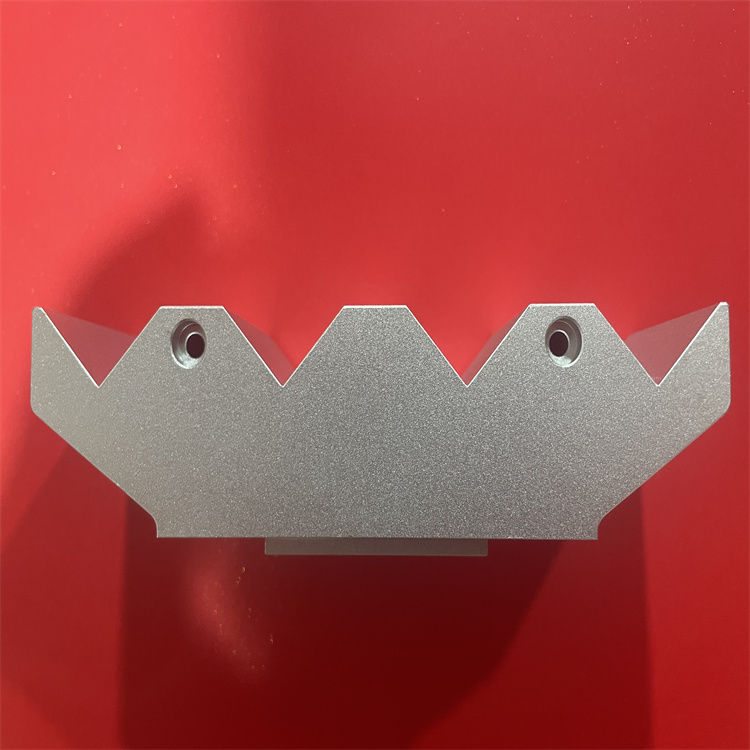
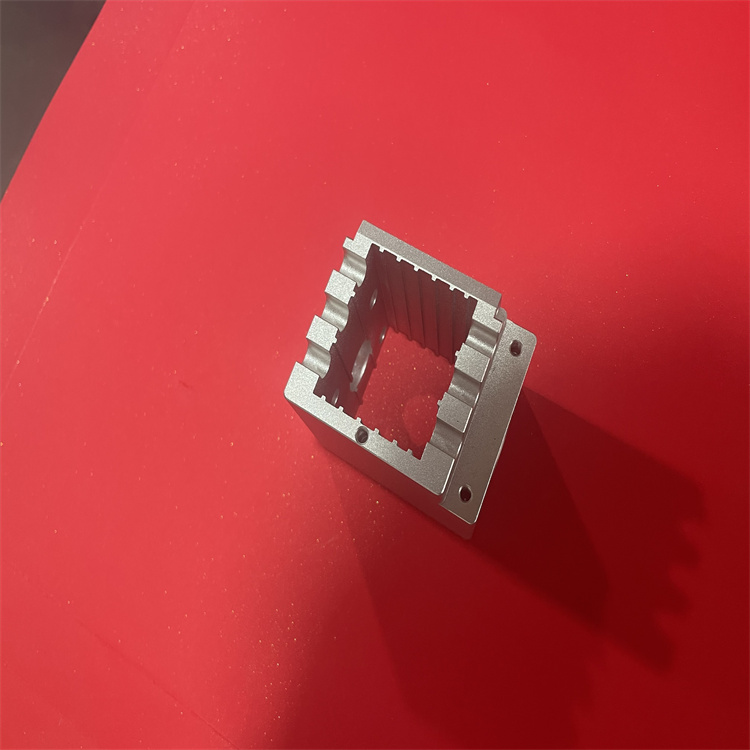
经营范围:工装夹治具、精密机械零部件加工、模具配件/镶件、半自动化机械设备等。
加工精度:0.002mm。
生产设备:车、铣、平圆磨、内外圆磨、快/慢走丝、加工中心、电火花等精密机台。
检测设备:高度仪、投影仪、硬度计、千分尺等。
加工特点:按图(来样)加工。
出货品质“三”标准:a满足图纸要求;b满足客户常规要求;c满足时利和出货标准。
品质政策:产品品质稳定、服务品质优良、客户意愿满足。
公司理念:诚信+顾问式服务。
常用材料:SKD11、SKD61、SKH51、SKS3、DC53、ASP23、CR12、45#、SUS440C、S136、SUS303/304、A5052、AL6061、LY12、AL7075、电木、POM、尼龙、亚克力、ABS等等。
曾做过的表面处理:发黑、阳极氧化、镀铬、镀镍、镀钛、镀锌、电抛光、钝化、镀PVD膜、加纳克等。
曾做过的热处理:真空淬火、调质、盐浴式氮化处理、渗氮、渗碳、高周波烧入、浸炭烧入等。
精密零部件的加工要求有哪些?
?对于精密零部件来说,加工是十分严格的,加工工序有进刀,出刀等。对于尺寸有具体要求,精度也有要求,比如1mm正负多少微米等,如果尺寸错的太多就会成为废品,这时就相当于得重新加工,费时费力,有时甚至会使得整个加工材料报废,这就造成了成本的增加,同时,零件是肯定不能用了。
?对于精密零部件的加工主要是尺寸方面的要求,比如圆柱直径是多少,有严格要求,正负误差在规定要求范围之内才是合格零件,否则都是不合格零件;长宽高也有具体严格要求,正负误差同样有规定,比如一个内嵌式圆柱体(拿简单基本零部件为例),如果直径太大,超过误差允许范围内,就会造成,插不进去的情况,如果实际直径太小,超过误差允许负值下限了,就会造成去太松,不牢固的问题发生。这些都是不合格产品,或者圆柱长度太长或太短,超出误差允许范围了,都是不合格的产品,是都要作废的,或者重新加工,这样必然会造成成本的增加。
??以上就是对精密零部件加工的要求,就是主要的尺寸问题,一定要严格按照另加图纸进行加工,加工出来的实际尺寸肯定不会和图纸理论尺寸一摸一样,只是,只要加工尺寸在误差允许范围之内就都是合格零部件,所以,精密零部件加工的要求就是严格按照理论尺寸进行加工。
?其次就是先进的精密零部件加工设备和检测设备,先进的加工设备使得加工精密零件的时候更加简单,精度更高,效果更好。检测设备可以检测出没有达到要求的零部件,让所有发给客户的产品真正的达到要求。
为了能进一步提高精密零部件加工的质量,需要及时找出加工误差的主要原因,并对其采取相应的解决措施。我们应该如何运用呢?
要想提高精密零部件加工的质量,可以采用误差分组法,以使整批工件的尺寸分散范围大大缩小。比如说在精加工齿形的时候,为了保持加工后齿圈与齿轮内孔的同轴度,就需要缩小齿轮内径与心轴的配合间隙。
在生产中往往按齿轮内也尺寸进行分组,然后与相应的分组心轴配合,这就均分了因间隙而产生的原始误差,提高零件的精度。
另一种是误差补偿法,可以消掉原来工艺系统中固有的原始误差,从而达到减少加工误差,加工精度的目的。
误差转移法也是提高精密零部件加工质量的方法之一,实质上是将工艺系统的几何误差、受力变形和热变形等转移到不影响加工精度的方面。
也可以通过误差均化法来提高其质量,它能使那些局部较大的误差比较均匀地影响到整个加工表面,使传递到工件表面的加工误差较为均匀,因而工件的加工精度相应的就大大提高。
就地加工法和直接减少误差法也是不错途径,同样能提高精密零件加工质量。这不但涉及到零件本身的精度,还涉及到与其他零件之间复杂关系的时候,就可以采用就地加工法。
 http://www.szruitongjm.com
http://www.szruitongjm.com











")